|
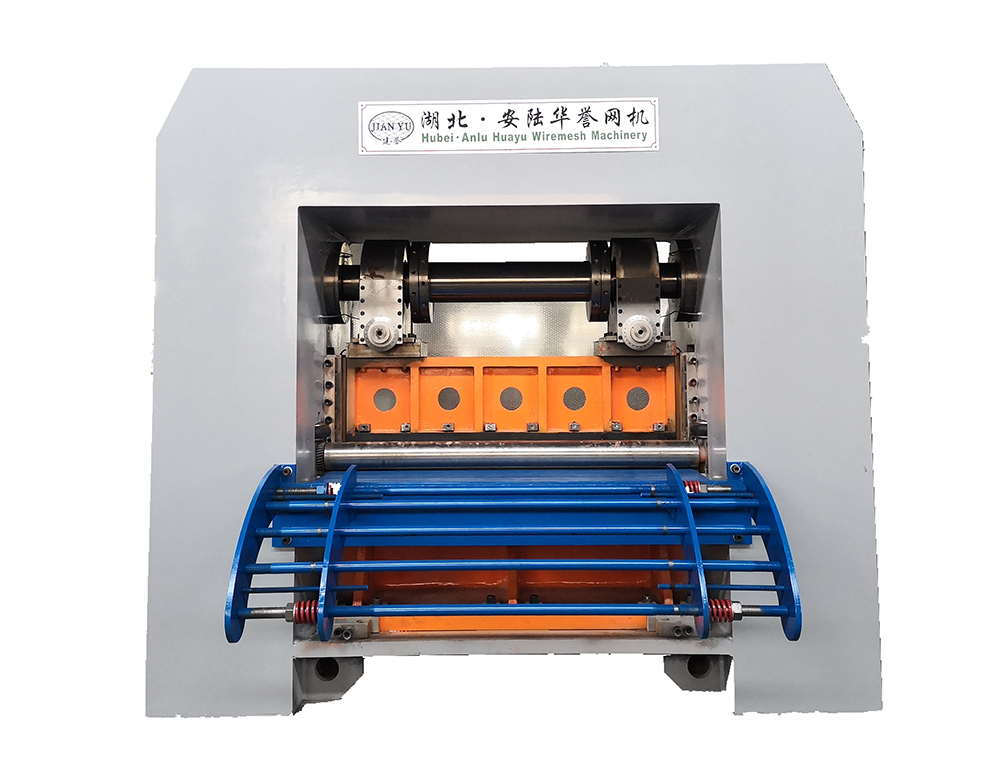
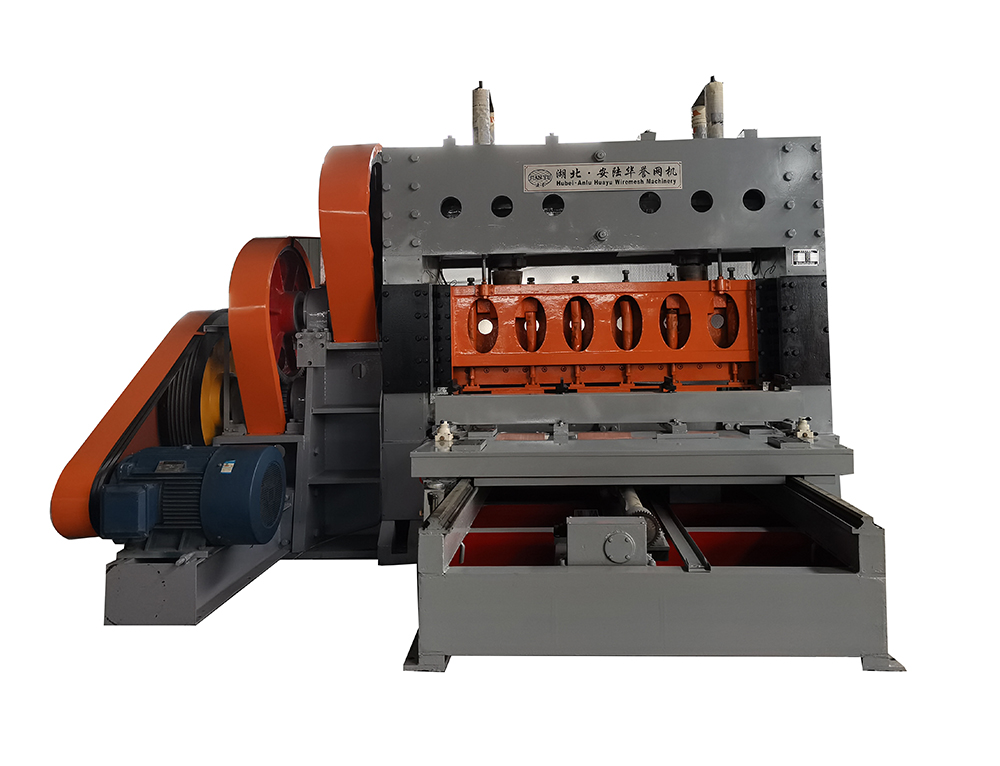
自動菱形網機選用同步控制技術性,分控電焊焊接與電焊焊接時間均由PLC大數字程序編寫控制體系,鍵入控制面板為接觸顯示屏或功能鍵二種,實際操作極為智能化體系、合理性,并且具有一回卡緊,自動菱形網機分批電焊焊接的特征,該設備電焊焊接驅動力為電動式,選用伺服電機料倉,調速電機驅動器小轎車送經,伺服電機驅動器小轎車拉網。經絲與緯絲均由校直機調直斷開。

除開需看生產商的銷售市場用戶點評以外,還需要看自動勾花網機是否有契合我們運用需求的類型。不一樣類型標準的產品在運用的那時候毫無疑問會有不同的實際效果,只能當你能夠將這種層面的事兒解決好往后,才能夠確保能夠在運用產品的那時候得到很好的實際效果確保。
自動菱形網機的特征:氣壓傳動的工作中物質是氣體,排污方便,不環境污染,合理性好。空氣的粘度小,有利于長距離運輸,電力動力危害小。氣壓傳動反映快,維護保養簡易,找不到物質維護保養及添補難題,裝置方便。儲能方便,能用儲氣筒得到標準氣壓能。工作環境適應能力好,容許操作溫度領域寬。
主動菱形網機的毛病解決辦法:伺服電機不作業、檢查線路是否斷掉。屏幕設定長度不能為0.檢查接觸器是否燒壞。切刀不作業、檢查線路是否斷掉。切絲負載過大,電機切不動。

穿網穿欠好、檢查網片出得平整不平整,不平整先看是哪根絲,松緊壓絲輪即可打掃。檢查卷網聚散頂簧是否松動,擰緊即可。檢查創勾角度是否創好,調切絲刀那創勾鐵板即可。
檢查刀板上鐵絲是否與穿網機上鐵絲螺距是否垂直,調途徑后邊搖輪即可打掃。檢查刀板上上絲是否在穿網機上下邊一根鐵絲的中心方位,可調出絲桶后邊螺絲上下調即可,調完后定位針也得跟著出絲桶上下調即可打掃。檢查定位針上壓網鍵是否把鐵絲網壓緊,調壓網鍵頂絲即可。
折邊折欠好、檢查網片兩邊頭是否相同長,先看刀板是否垂直,如垂直再調后邊途徑搖輪即可打掃。看看握邊握得不到位,可把半圓凸輪調近點。調握邊頭上下,前后可墊平墊打掃。
|