|
因為國家拉動內需方案,非常是重中之重制造業調節和轉型發展歸劃的新政作用開使呈現,工業設備制造業出產提高突顯,同比增長速度提升,基本進到再生環節。要求的逐漸轉好和關鍵原料價格不斷保持底位運作,將提高公司的營運能力,制造業盈利狀況會有深化的轉好。沖剪機制造業有優良的前途。
.jpg)
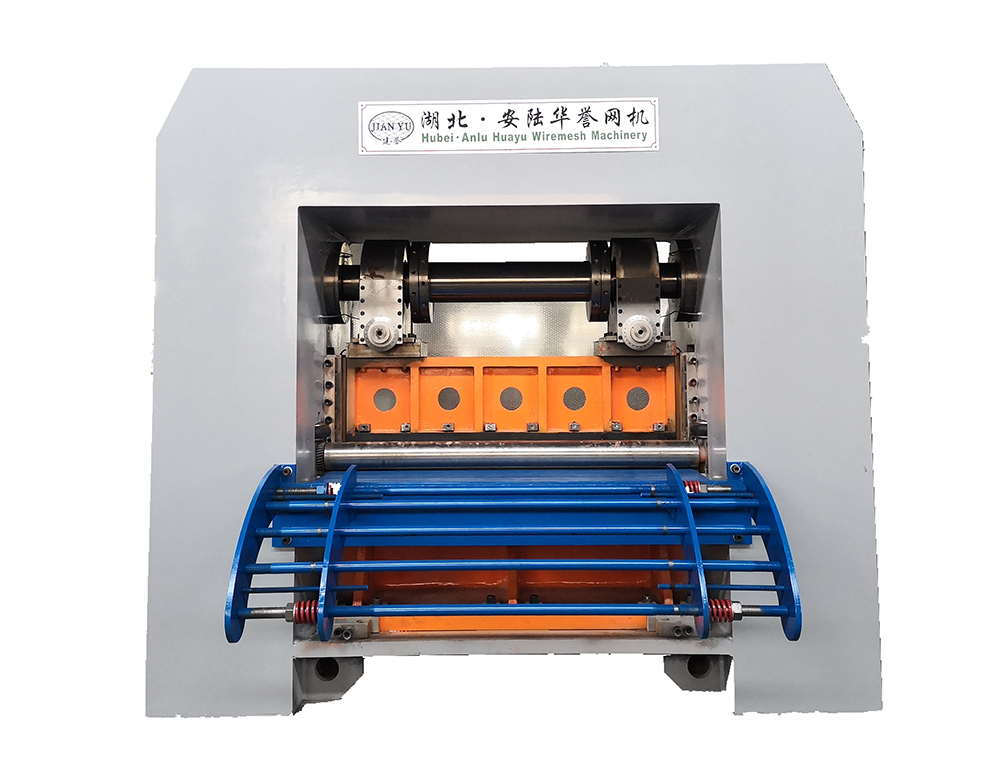
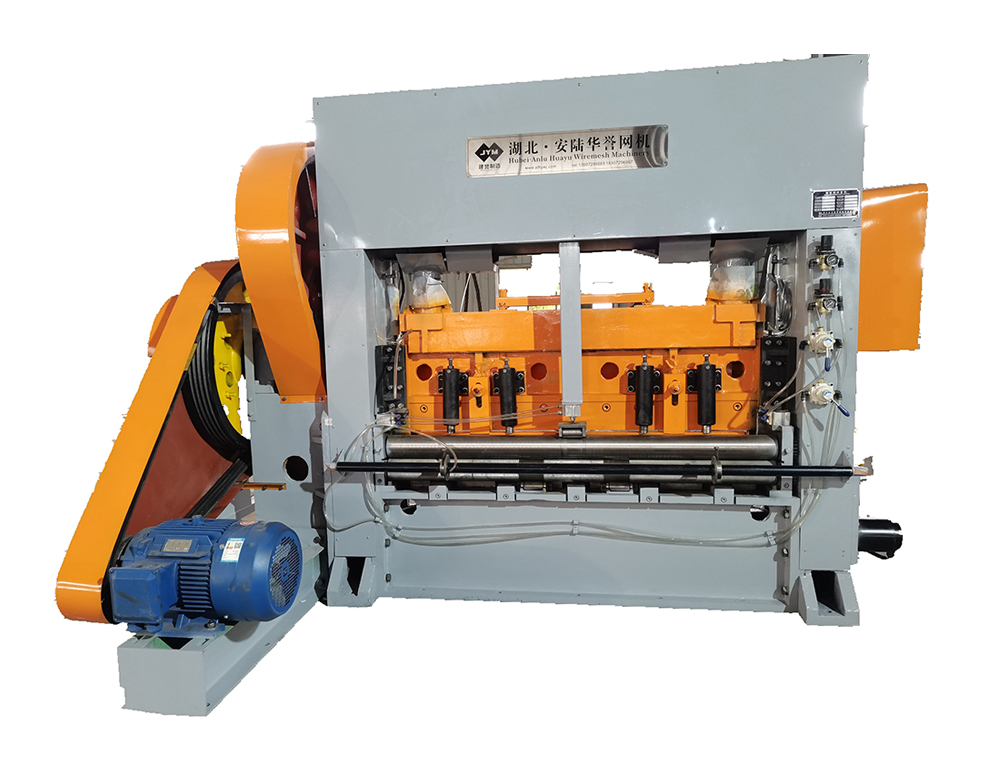
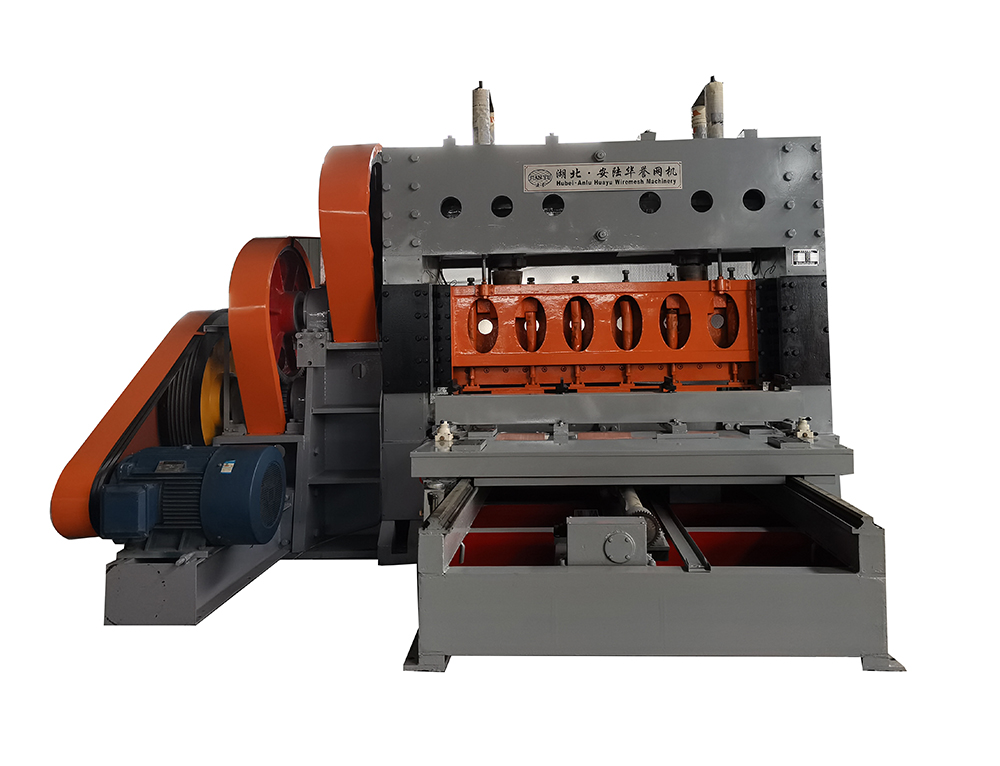
聯合沖剪機和腳踏式鋁材沖剪機綜合了沖孔,剪板角鐵裁切,鋁材裁切等作用,具備很輕、重量輕、噪聲劣等優勢,是當代機械加工行業如:有色金屬、橋粱、通信、輸配電等制造業的夢想設施。
一、開關機前預打算
1、各齒輪箱位置潤化應充裕,各潤化點一個班給油2-3次;裁切數控刀片及沖孔模具應原樣無碎裂,擰緊牢固;
2、沖針和下模孔壁間空隙應勻稱,合乎沖剪規定,沖針最低配置應略超出下模孔垂直面;設施電器設備接地、等電位連接優良。
二、操作流程
1) 查驗電原狀況,電流平穩,不缺相,漏電保護開關、空氣漏電開關原樣。布線,開啟聯合沖剪機布線柜,接上線,關緊柜子門。
2)接電源后踩下腳踏開關,設備無姿勢,將電源插頭交換,一起查驗急停按鈕是不是開啟。
3)在工做當時,留意在工做時每一次拆換磨具必須斷電。
4)工做結束后關掉旋鈕,關掉電源開關,拔出電源插頭,清理碎渣。
三、 操作規程標準
1)沖孔和裁切剛板、園鋼、方鋼、槽鋼等列舉之首可一起開展。但不可在同一天內裁切二種不銹鋼板材。
2)禁止裁切蘸火不銹鋼板材和超過設施潛質開展擠壓成型。
3)裁切數控刀片、齒面應維持銳利,齒面變鈍必有碎裂狀況,應立即拆換。裁切剛板、園鋼、方鋼、槽鋼時務必卡緊。
4)裁切或沖孔時,禁止用手撫摩擠壓成型的鋼件表層,禁止測定鋼件,不可用手立即清除邊角余料。
5)作業者離去數控車床時務必停車,再駕車時,要查驗各位置搖桿的原部位應無變化。
6)禁止裁切疊合板料,禁止裁切壓不緊的狹小厚板和短料。
7)進料時,指頭務必離去剖腹產傷口200mm之外,小件得用維修工具。
|